Failure Modes and Effects Analysis (FMEA) helps you to understand your processes in detail. It highlights the risks and develops the counter-measures. Furthermore, FMEA enables knowledge transfer and develops a multi-disciplined team in one step.
Many organizations use FMEA as a step-by-step approach to identifying all possible causes of failure. You can apply the methodology to a new design, a new or existing manufacturing process, or a service. A “failure mode” is anything that might result in a defect, total rejection, or a fault.
FMEA is not a new tool. The aerospace, nautical and automotive industries have used it extensively for many years. In fact, the Apollo missions used FMEA in the 1960s to help develop their equipment. It was then adopted extensively by the aerospace industry.
In 1974 the US Navy developed the standard MIL-STD-1629. Around this time the automotive industry also latched onto the use of the tool. All of these industries, and more, continue to use FMEA and many international standards require it.
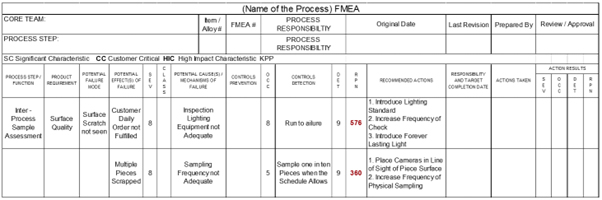
The structure of an FMEA is quite mechanistic. It consists of four distinct sections:
- Severity: here you assess the impact of the failure mode. 1 represents the least concern and 10 represents the most concern.
- Occurrence: assesses the chance of a failure happening. 1 represents the lowest occurrence and 10 represents the highest occurrence.
- Detection: assesses the chance of detecting a failure. 1 represents the highest chance of detection and 10 represents the lowest chance of detection.
- RPN: Risk Priority Number = Severity x Occurrence x Detection. You will need to define a number that, if exceeded, requires corrective action. Completing this corrective action will reduce the RPN number.
Importance of Cross-functional team during FEMA,
For the best and most positive impact, you need the optimum blend of skills and experience when compiling an FMEA. You should use both internal and external resources, such as subject matter experts if you need to.
Your resources should come from all stakeholder groups who touch on or are impacted by the process under review. This typically includes operators, technicians, process specialists, supervision, and a facilitator.
An additional and substantial benefit of a multi-disciplined team approach when producing an FMEA is knowledge transfer. Each team member will develop a detailed understanding of the process. FMEA helps to develop a common understanding of the interrelationships that exist between one section of the process and another. It’s important not to consider anything in isolation.
Furthermore, an FMEA can result in much-improved job instructions and audit processes. As a result, your processes become much more robust and capable.
The Three C’s
When considering how to begin or improve FMEA efforts, it is helpful to consider three important elements:
- Control
- Continuous improvement
- Collaboration

Control
At the most basic level, the significance of the FMEA process is to aid in quality control. Whether it is a product, a system, or a process under analysis, the goal is to evaluate ways to prevent, detect, and mitigate failures of any kind.
It is important to point out the significance of controls in relation to FMEAs. It is easy to overlook because “control” is not part of the FMEA or FMECA acronym, yet plays a key role. The Analysis component of Failure Mode and Effects Analysis is vital and multi-faceted and is where controls become a factor. What if your FMEA was considered complete once all potential failure modes and their resulting effects were documented? It would make a great list of items to worry about, but that would be about it! The Analysis part of FMEA implies the crucial element: how are my potential failures and the resulting effects handled?
Usually, after defining failure modes and effects, the next step is determining which failures are most critical or catastrophic using some type of ranking system and then spending effort on those deemed most significant. Ranking systems, such as RPN (Risk Priority Number), Action Priority (AP), and other criticality measures, are available, or you can create your own. In some situations, organizations may even want to consider all potential failures.
Once you have the list of items you plan to concentrate on, controls are then evaluated. Controls are separated into two types: prevention and detection. Essentially, prevention controls are controls put into place to prevent the failure from occurring, and detection controls are controls put into place to detect a failure once it has occurred. There is a significant distinction, of course, but the method employed depends on many factors: circumstance, cost, ease of implementation, etc.
In Process FMEAs, controls are essential as one of the shared data elements uniting the PFMEA Worksheet and Control Plan. A Control Plan is an organized, detailed plan for documenting all the controls put in place to handle the failure identified in the PFMEA. Ultimately, a Control Plan is used to create operator instructions that are used to ensure your process remains in control and meets your quality requirements.
Continuous Improvement (CI)
Perhaps you are contractually required to perform FMEAs, or perhaps your organization performs FMEAs for internal quality control. In either case, FMEAs are valuable because they inherently support continuous improvement.
No matter what standard you adhere to, or even if you adopt an ad-hoc approach, the FMEA’s value is not diminished. Team members consider actual or potential failures, evaluate their significance, and then discuss ways to mitigate them. The end result is a more reliable, higher-quality product or process.
All organizations care about the reliability, quality, and safety of their product, process, or system, for both their customers and their employees. FMEAs help you to meet and exceed your continuous improvement efforts. It is why FMEAs are often used in support of various standards related to quality, risk, and safety, such as ISO 9001 and Six Sigma initiatives.
are often used in support of various standards related to quality, risk, and safety, such as ISO 9001 and Six Sigma initiatives.
Collaboration
While there are many different analyses you can perform to aid in reliability, quality, risk, and safety assessments, FMEAs stand out more than others in their collaborative, multi-team approach. For example, analytical methodologies along the lines of prediction techniques, fault tree analysis (FTA), and Weibull analysis are often times done by a single analyst or a small team of engineers tasked with this effort. To be successful, FMEAs require cross-functional team involvement.
FMEAs involve considering all potential failure modes, the effects of those failures both locally and at a system level, the resulting criticality of those effects, and then ways to eliminate or mitigate those failures. By the description alone, you can see how brainstorming and discussion are key components in FMEAs.
Because FMEA is also used along all steps of the product lifecycle, from design to manufacture, this also means that all groups need to be involved. FMEA teams often include design engineers, analysts, process control engineers, manufacturing engineers, customer service personnel, as well as managers, and other product team members.